
Copyright © 2020-2021 http://loveinlove.cc All Rights Reserved 滄州天津(jīn)光益轻工制(zhi)造有限责任(rèn)公司(AI智能站(zhàn)) 冀ICP備20006638号-1

産品(pin)詳情

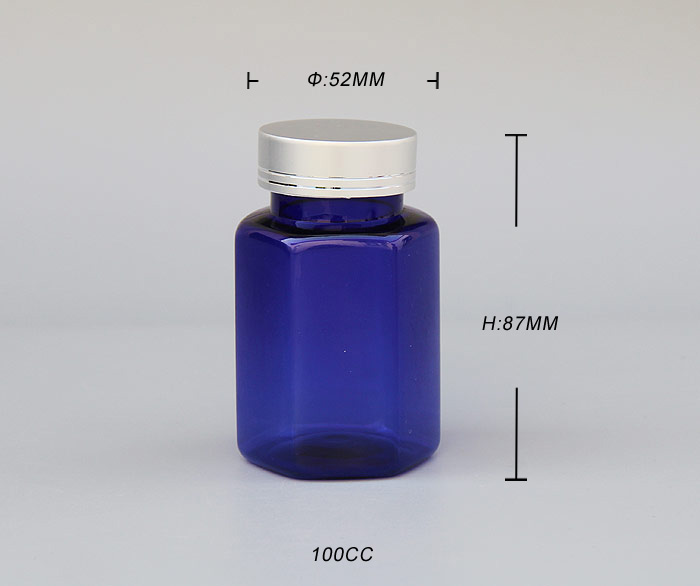


100ccPET八角瓶容(róng)量:100cc。
加工:PET的成(chéng)型加工可以(yǐ)注塑、擠出、吹(chuī)塑、塗覆、粘結(jié)、機加工、電鍍(du)、真空鍍金屬(shu)、印刷。以下主(zhǔ)要介紹二種(zhǒng)。
1.注塑級①溫度(dù)設定:射嘴:280~295℃、前(qian)段270~275℃、中鍛265~275℃、後段(duàn)250-270℃;螺旋杆轉速(sù)50~100rpm、模☂️具溫度♉30~85℃、非(fei)結晶型之模(mo)具爲70℃以下、背(bei)壓5-15KG。②試用幹燥(zao)機、料📧管溫度(du)240~280℃、射出壓力500~1400Pa、射(shè)出成型溫度(dù)260~280℃、幹燥溫度120~140℃、須(xu)時2~5小時。
2.薄膜(mó)級先将PET樹脂(zhī)切片預幹燥(zào),然後在擠出(chū)機中于280℃經T形(xíng)模擠出無定(ding)型厚片,經過(guò)冷卻轉鼓或(huo)冷卻液進行(háng)驟冷,使其保(bao)持無定形态(tài),以便拉伸定(ding)向。厚片🚶再經(jing)拉幅機雙向(xiàng)拉伸,就成PET薄(báo)膜。縱向拉伸(shen)就是将厚片(piàn)預熱至86~87℃,并在(zài)此🏃🏻溫度下沿(yán)🔴厚片平面延(yán)伸方向拉伸(shen)3倍左右🈚,使之(zhi)取向可🔱以提(tí)高結晶度達(da)到較高溫度(dù):橫向拉伸預(yu)熱溫度98~100℃,拉伸(shen)溫度100~120℃拉伸比(bǐ)2.5~4.0,熱定型溫度(dù)230~240℃。縱橫向拉伸(shēn)後的薄膜還(hái)需經過熱定(ding)型,以清理由(yóu)拉伸産生的(de)膜變形,制成(cheng)熱穩定性❌較(jiào)好的薄膜。










廣(guǎng)東100ccPET八角瓶 浙(zhè)江100ccPET八角瓶

掃(sǎo)一掃,關注我(wo)們
聯系我們(men)
咨詢熱線:
在(zai)線QQ:admin
地址:河北(běi)省滄州市滄(cāng)縣杜生鎮王(wáng)村
網站導航(háng)
産品中心